

چگونه یک پنجره استاندارد بسازیم؟(بخش ششم)
مهندس سید اسماعیل شفیعی نسب، مدیر تولید شرکت هورامکو
- پنجشنبه 14 دی 1396 ساعت 9:41

تولید – بخش دوم:
جوش پروفیل یو.پی.وی.سی
پروفیلهای یو.پی.وی.سی که داخل آنها گالوانیزه نصب شده است باید توسط دستگاههای جوش به یکدیگر متصل گردند که باید موارد زیر قبل از آن بررسی و رعایت گردند:
1. دمای محیط اطراف دستگاه در محدوده مجاز 35 ۱۷ سانتیگراد میباشد که میبایست توسط دما سنج کنترل گردد.
برای مشاهده فایل پی دی اف کایک کنید

2. تنظیم دمای جوش و ذوب دستگاه که میبایست با توجه به فصل (گرما یا سرما) انجام پذیرد.
3.نوار تفلون المنتهای جوش باید از جنس مناسب و بدون پارگی و عاری از پودر یا پلیسه یو.پی.وی.سی باشد.

4. جهت هر پروفیل باید فیکسر متناسب با سطح مقطع و ابعاد پروفیل استفاده گردد و هرگز از فیکسرهای جایگزین استفاده نشود.
5.عرض زایده جوش (ضخامت) میبایست در محدوده 3 ± 0/5 میلیمتر باشد که توسط کولیس هر دو ساعت یکبار اندازهگیری گردد.

6.زایده جوش باید کاملا سفید باشد و دارای سوختگی یا رنگ زرد نباشد.
7.بررسی طول و عرض نهایی محصول جوش داده شده که میبایست هر دو ساعت یک نمونه گرفته شود و تلرانس بر اساس نقشه تولید1± میلیمتر میباشد.

8.بررسی میزان چهار گوش بودن چارچوب (باز شو) پس از فرایند جوش، که توسط ریسمان میبایست قطر خارجی (داخلی) اندازهگیری و مطابقت داده شود که نمونهبرداری هر سه ساعت یکبار میباشد.
محدوده مجاز:
مساحت ≤ 6mm 1.8
مساحت ≥ 1.8 6mm
9.بررسی میزان هم سطحی یا تختی چارچوب (بازشو) که در اقطار آن با دو ریسمان متفاوت به یکدیگر متصل و فاصله میان آنها در مرکز اندازهگیری میشود. نمونهبرداری هر سه ساعت یکبار میباشد.
محدوده مجاز:
طول و عرض ≤ 1.2 3mm
سایر حالات 5mm
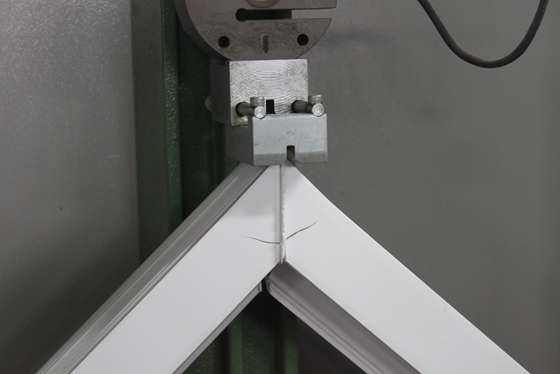
تست جوش
با تست کردن جوش پروفیل میتوان متوجه شد که فرایند جوش بهصورت استاندارد انجام شده است یا خیر. بدین منظور میبایست جهت هر پروفیل با توجه به سطح مقطع آن از شرکت سازنده پروفیل اطلاعات مربوطه را دریافت کرد (نیروی وارده در زمان شکست جوش پروفیل).
لذا مطابق تصویر زیر به محل جوش فشار وارد شود که در صورت عدم شکست در نیروی وارده (دریافت از شرکت پروفیلساز) جوش از استحکام لازم برخوردار میباشد. در غیر این صورت میتوان در آینده فرایند شکست در محل نصب صورت پذیرد.
عمده مشکلات جوش
ـ لغزش پروفیلها نسبت به هم در محل جوش
ـ جوش نامتقارن قسمت بالا و پایین پروفیل
ـ عدم موازی بودن سطوح پروفیل
ـ جوشپذیری ناقص
تمیزکاری گوشهها
1. تیغچهها و دستههای مورد استفاده میبایست به صورت مداوم بررسی گردد و در صورت کند شدن نسبت به تعویض آنها اقدام گردد.
2.پنجرههای جوش خورده میبایست بهمدت حداقل 5/1 تا 2 دقیقه خنک گردند و حداکثر قبل از سخت شدن پولیش شوند.
3.عرض نوار جوش به ضخامت 3 میلیمتر میبایست توسط تیغچه و به صورت یکنواخت پلیسهگیری گردد.
4.عمق محل جوش پس از تمیز کاری 5/0 - 1 میلیمتر است.
نشریه پنجره ایرانیان-سال یازدهم-شماره 123-دی96
ثبت نظر

