


پیشنهاد کرفت مولر برای ساخت پنجرههای استاندارد آلومینیوم
مهندس ظفرفرخی؛ کرفت مولر ایران
- یکشنبه 13 مهر 1393 ساعت 8:43
این مقاله به یکی از سوالات متداول در خصوص نحوه اتصال گوشههای پنجرههای آلومینیومی پرداخته و یکی از جدیدترین محصولات کرفت مولر را که باعث سهولت در تولید میشود، معرفی میکند. اتصال پروفیلهای پنجره دوجداره آلومینیومی (ترمال بریک یا نان ترمال) به دو روش عمده صورت میپذیرد؛ روش سنتی که بوسیله فیکسر انجام میشود، و روش صنعتی که بوسیله پانچ صورت میگیرد. در ادامه مزایا و معایب هر یک را بر خواهیم شمرد.
روش اتصال گوشه پنجرههای آلومینیومی به روش فیکسر
برای اتصال در این سیستم از پرسهای دستی استفاده میشود. این پرسها بر مبنای نوع پروفیل قالب مجزایی دارند و معمولا در یک کارگاه معمولی برای آسانی کار حداقل سه عدد از این پرسها برای یک سری پروفیل وجود دارد. روش کار نیز به این صورت است که ابتدا پروفیل برش خورده با این پرس سوراخ کاری می شود و سپس هر قسمت فیکسر جداگانه در پروفیل وارد می شود. دکمه فنری انتهایی نمایش داده شده به صورت فنری از محل سوراخ مد نظر به بیرون پرتاب شده و نهایتا در پروفیل فیکس میشود. پس از این کار کلاف پروفیل در کنار یکدیگر قرار گرفته و توسط پیچ اتصال فیکسرها به یکدیگر پیچ میشوند. این عمل باعث اتصال دو گوشه و در کنار هم قرار گرفتن دو پروفیل می شود.
از مزایای این سیستم میتوان به ارزان بودن دستگاه پرس دستی، امکان اصلاح خطا (چندان نیازی به کارگر حرفهای ندارد) در اتصال گوشهها اشاره داشت. ازجمله معایب این سیستم نیز، ظرفیت بسیار پایین تولید، نیاز به شمار بالای نیروی انسانی که منتج به بهای تمام شده بالا محصول میشود و ... میباشد.
اتصال گوشههای پنجرههای آلومینیومی به روش پانچ
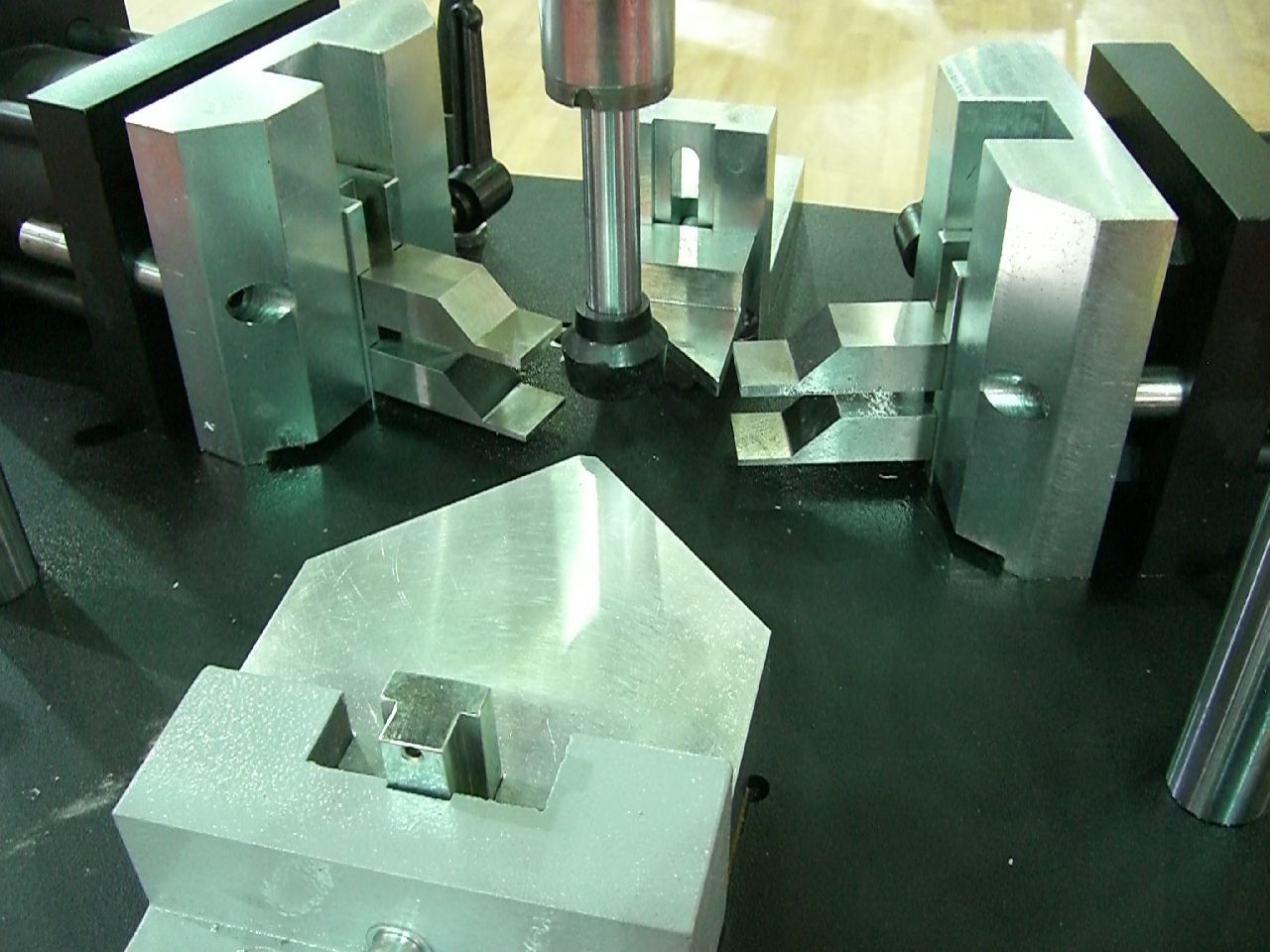
بهترین و دقیقترین روش اتصال در پروفیلهای آلومینیومی استفاده از پانچ میباشد که در این روش از لقمه پانچ استفاده میشود. لقمه پانچ قطعات فلزی آلومینیومی است که گاهی ضخامت گوشت پروفیل آنها به بیش از یک سانتی متر میرسد. روش کار نیز بدین صورت است که دستگاه پانچ با شاخکها پروفیل را شکافته و در محلهای طراحی شده در لقمه پانچ درگیر میکند.این روش هم از لحاظ تولید و هزینه به صرفه بوده و هم اتصال دقیقتر، مقاومتر و بهتری را نسبت به حالت فیکسر مهیا مینماید.
از مزایای این سیستم، سرعت بالای تولید، کاهش نیروی انسانی و نهایتا کاهش بهای تمام شده و هزینههای تولید میباشد. از معایب آن نیز،نیاز به برخورداری از نیروی کاملا حرفهای (محدود بودن تعداد نیروی انسانی ماهر) و عدم امکان اصلاح آسان خطاهای احتمالی میباشد.
آیا راهی برای کاهش بروز خطا و آسانتر نمودن انجام عملیات پانچ وجود دارد؟ برای پاسخ به این سوال ابتدا باید با روش کار پانچ هیدرولیک و نحوه تنظیمات آن آشنا شده و سپس بر راهحل کرفت مولر تمرکز کنیم. عمده دستگاههای پانچ موجود در بازار هیدروپنوماتیک هستند. در واقع سیستم پنوماتیک در این دستگاهها صرفا نگهدارنده میباشند و بخش اصلی کار با بخش هیدرولیک میباشد. در این سیستم اپراتور موظف است بخشهای زیر را به دقت تنظیم نماید.
- جک نگهدارنده پروفیل (از لحاظ میزان پیش رانش و فشار - هیدرولیک)
- شاخکهای شکافدهنده (از لحاظ محل و میزان فشار مناسب - هیدرولیک)
- تکیهگاه پروفیل (از لحاظ محل قرارگیری)
- جک فشارنده محل قرارگیری بالا (محل استقرار- پنوماتیک)
بدیهی است هر گونه تنظیم غلط در محل قرارگیری یا میزان فشار باعث خواهد شد تا پرس مناسبی انجام نشده و نتیجه فاجعه بار خواهد بود، چرا که به احتمال زیاد یا گوشهها درست اتصال ندارند یا فشار بیش از حد باعث اتصال نافرم شده و نهایتا به همه گوشهها انتقال خواهد یافت. در واقع کارگاهها عمدتا به همین دلیل، یعنی عدم برخورداری از نیروی حرفهای، از این دستگاه استفاده نمیکنند و ترجیح میدهند از سیستم فیکسر با همه معایباش (هزینه بالا، سرعت پایین و تعداد بالای نیروی انسانی) استفاده نمایند.
راه حل کرفت مولر
اخیرا شرکت کرفت مولر دستگاه پانچ جدیدی را معرفی کرده که کاملا پنوماتیک بوده و از مزایای اصلی آن عدم نیاز به برخی تنظیمات میباشد. در واقع در این سیستم نیازی به تنظیم فشار جک فشارنده، میزان پیشرانش و همچنین تنظیم فشار شاخکها نیست (90 درصد خطاهای ممکن) و اپراتور صرفا محل قرارگیری تکیهگاه و محل قرارگیری شاخکها را تنظیم مینماید. به طور خلاصه صرفا به جای تنظیمات اعلام شده در سیستم هیدروپنوماتیک، تنظیمات زیر را انجام خواهیم داد:
- شاخکهای شکاف دهنده (از لحاظ محل قرارگیری)
- تکیهگاه پروفیل (از لحاظ محل قرارگیری)
- جک فشارنده محل قرارگیری بالا (پنوماتیک)
- درواقع اپراتور صرفا عملیات جانمایی را برای شاخک و تکیهگاه انجام میدهد.
برای مشاهده فایل پیدیاف اینجا کلیک کنید.
نشریه پنجره ایرانیان، سال هفتم، شماره 84،مهرماه 1393
ثبت نظر

